

联系我们

钢板25Cr2MoV圆钢专注细节使用放心
更新时间:2025-05-25 22:27:56 ip归属地:深圳,天气:阴,温度:21-26 浏览次数:2 公司名称:聊城 聚贤丰汇金属材料有限公司(深圳分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |




聚贤丰汇金属材料有限公司(深圳分公司)以先进雄厚的技术力量,不断开发新 20CrMnTi圆钢产品,大大有效的改善了 20CrMnTi圆钢的生产效率。“高技术、高品质、优质的售后服务。”是公司的宗旨。它将为广大客户提供的 20CrMnTi圆钢产品与服务。



12Cr1MOVg钢板下料等离子切割精度果好
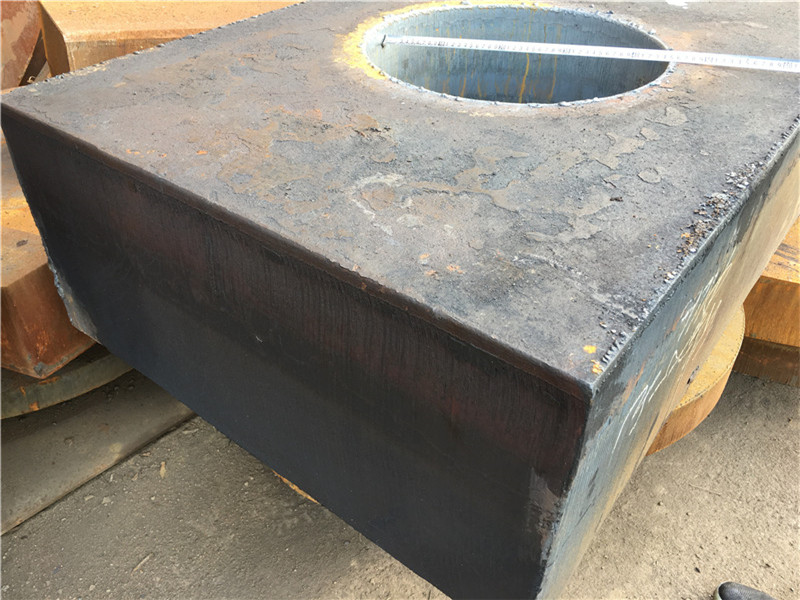
等离子激光切割是一种脉冲激光在不锈钢表面形成1米孔的过程。由于激光切割精度很高,可以达到±0.02mm,所以在日常钻孔中没有问题。激光切割不仅可以打孔,而且与其他许多钻孔方法相比具有非常明显的优势,钻孔精度高,效果好,成本低。下面我们就详细了解激光切割孔的优点。
等离子打孔技术是早大规模应用于实际生产的激光加工技术。而电子束打孔、超声波打孔、电化学打孔、射流打孔、比电火花打孔、冲孔机械打孔等方法,激光打孔技术明显表现出通用性强、效率高、成本低、效果好的优良特性。平均精度为±0.02m m,表面粗糙度ra约为1.6mum,若采用数控激光钻孔,孔精度可达5米,精度优良。在钣金加工中,用于打孔的激光是功率密度为104~105kw/cm~2的脉冲激光,作用时间仅为0.01~1μon,可加工直径为1μon的孔。等离子切割技术不仅可以精准地从表面不同角度打孔,还可以为薄壁材料、复合材料、脆性材料、粘性材料等不同性能材料的工件钻深孔和小孔。
利用激光技术在钣金件上打孔时,孔径大小主要取决于激光聚焦光斑的大小。通常,固体激光打孔的较大孔深可以通过激光功率密度和金属板件的热系数来计算。并非所有工件都适合激光钻孔。对于激光反射能力强、导热性好、熔点高、蒸汽压低的零件,激光打孔的利用率很低,激光打孔的孔径一般在1 mm~1.524mm之间。当孔径大于1.524mm时,应采用激光衬套法钻孔。加工大孔和台阶孔时,不允许激光钻孔。
12Cr1MOVg钢板下料等离子切割精度果好
从以上介绍可以看出,激光切割钻孔具有精度高、成本低、效果好等诸多优点,这些优点与许多其他钻孔方法相比具有非常大的优势。当然,如果精度要求不高,孔的密度特别高,不建议使用激光切割孔,因为成本较高。有专业的冲床,可以直接在不锈钢板上钻孔,一个孔只要几分钱,价格很便宜。
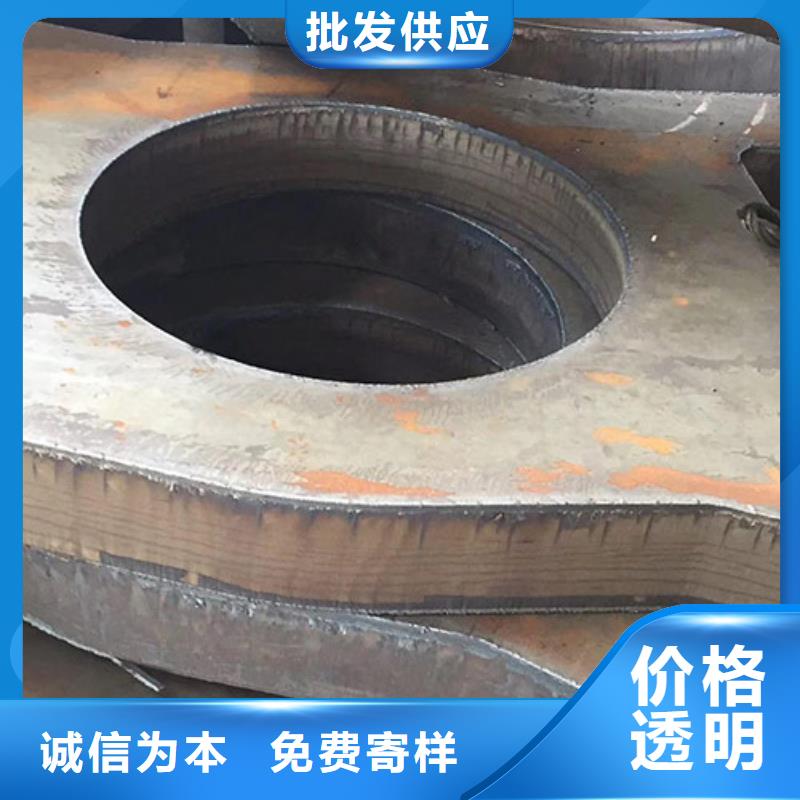
等离子切割机切割效率高,各部件更换更为频繁,作为金属切割工具,如果使用不规范,很可能会损坏机体,甚至伤害操作人员。接下来给大家介绍等离子钢板切割的五个使用误区。
1、穿孔切割,用等离子切割机尽量从边缘切割,这是对切割喷嘴等易损件的保护。为了帮助它们更持久,在打开工具之前,瞄准工件的边缘。
2、频繁起弧。切割材料时不预先计划切割情况,频繁调整和起弧会加速喷嘴和电机的损耗。
3、如果喷嘴过载,改善喷嘴电流可以提高切割效率,但过大的电流会损坏机体。喷嘴的电流强度不应达到满负荷状态,即工作电流的95%。
4、当切割距离过小或过大时,等离子切割机的切割距离与切割效率呈负相关。距离越小,效率越高。但是,如果割炬太小,会损坏割炬喷嘴,因此有必要合理控制距离。必须注意,切口应尽可能大。
5、穿孔厚度过大,切割机能穿孔的距离是规定的,一般是切割厚度的一半。
除了以上五种常见的等离子切割机误差外,还有一个非常重要的一点就是要保证切割机各部件的清洁,这些对于清洁污渍会影响等离子切割机的功能。
首先,我们要了解不同的辅助切割气割速度规格是不一样的。以空气等离子弧切割为例,在切割碳钢板时,以230A切割电流为标准,6mm厚的碳钢板切割速度可达3300 mm/min,当板厚调整到40 mm时,切割速度限制在500 mm/min至保证切割效果和质量。如果使用其他辅助切割气体,如纯氧切割,切割速度会降低得更多。在相同230A切割电流下,纯氧等离子切割厚度为6mm的碳钢板的切割速度可提高到370mm/min,而厚度为40mm的碳钢板的切割速度仅为350mm/min。为了调整等离子切割机的速度,首先要控制辅助设备的厚度。
一般来说,等离子钢板切割作为数控切割设备,工作人员应在保证等离子切割机质量的前提下,应尽量提高切割速度。这样不仅可以提高生产率,而且可以减少被切割件的变形和被切割焊缝的热影响区。如果切割速度不合适,效果正好相反,会使渣土增多,切割质量下降。



钢板价格暴跌,市场情绪一度低迷,经过数个交易日,目前钢价初现止跌企稳迹象。业内表示,钢市当前面临多空交织的境况,短期内走势或维持相对平稳态势。自钢材上游起,价格大跌之后已都初现企稳迹象。
大商所铁矿石期价自月初跌破500元/吨整数关口之后价格企稳,当前处于450元/吨以上。现货价格方面,以曹妃甸港澳大利亚纽曼粉(62.5%)为例,日内(5月9日)价格报在495元/吨,已连续三个交易日持稳不变。铁矿石供应预期充足,同时港口库存又创下了历史新高,这个利空对冲高炉高开工率和钢厂补库需求的利好,支海蕾预期矿价近期止跌后企稳概率较大。
大商所“双焦”期价前期下跌时则幅度本就弱于钢材,钢板价格近日现小反弹,走势更是偏强。上海钢联“我的钢铁网”在分析近期“双焦”走势时称,焦炭市场仍看稳,焦煤市场内外表现分化,国内市场价格偏稳。
在钢材成品材市场,相对于前期大跌后市场情绪普遍低迷,当前业内同样对价格预期相对转强。
上期所螺纹主力1710合约日内收于3016元/吨,而前几个交易日一度跌破整数关口。现货市场上,上海HRB40012mm螺纹钢均价 报3450元/吨,而上周 为3490元/吨。经历上周期价暴跌,近几日价格明显回暖。
根据上海钢联调研,国内钢板市场仍处于多空交织的大环境中。
分析师万超罗列称,现货钢材市场面临期螺重挫、需求欠佳但同时社会库存与钢厂库存大降、上游钢坯价格先涨后稳的境况。综合来看,钢板价格上行空间有限,但继续下跌已然也将受阻,因此预判近期钢价维持震荡运行的格局。
据悉,截至上周,全国建材市场库存650.2万吨,下降41.63万吨,全国建材钢厂库存311.44万吨,下降50.06万吨。
分析师瞿忠忠则认为,钢材市场需求有亮点,国内重卡市场销售与空调、冰箱、洗衣机等家电产量出现明显改善,板材市场将会受益,不过,鉴于期价走势不稳,预计后市钢价或以高频次,来回震荡的行情为主。
总结来看,钢材市场上游矿石与焦煤、焦炭价格先行企稳,近期对成品材不构成拖累,而另一方面,钢板成品材市场本身处于多空博弈中,供应压力减小与需求增长并存,对钢价构成支撑,而大跌之后,钢价技术面而言也需要一定时间作调整,因此短期内进一步大跌可能偏小,后市或持稳运行。
在钢材需求尚未完全启动的情况下,库存明显上升对后市钢价走势带来压力,16Mn厚钢板价格明显承受巨大了压力。统计显示,上周 中钢协CSPI钢材综合价格指数为97.33点,跌至2009年5月以来的 点。
主要钢材品种价格都有所下降。1月末,中国钢铁工业协会监测的八大钢材品种中,长材降幅相对较大,高线、螺纹钢价格分别 环比下跌84元/吨和106元/吨;角钢价格由平转降,下跌13元/吨;热轧板材价格由升转降,中厚板、热轧板卷价格分别环比下跌40元 /吨和43元/吨;冷轧薄板、镀锌板及无缝钢管价格继续下跌,但降幅较上月有所收窄,分别下降25元/吨、21元/吨和21元/吨。
钢价的持续下行,市场贸易商预期已基本跌至底部,45#特厚钢板后期进一步下跌空间不大,囤货观念抬头,导致钢材社会库存迅速增加。 但是钢材销售价格不断走低,正在打破这一幻想,因为市场仍是供大于求局面,而成本的不断下降,对于钢铁价格下滑仍然有进一 步推进作用。统计显示,1月份我国进口铁矿石8683万吨,同比增加33.03%,环比增加18.33%,创历史 水平。进口铁矿石港口 库存也急剧上升,再度达到1亿吨左右,环比增加10.72%。由于进口铁矿石量远超国内企业炼钢生铁所需,后期进口铁矿石价格还 有一定下降空间。


数控火焰切割对16MNR钢板切割厚度580mm加工成本
随着当今高新技术的快速发展趋势,现在的钢板切割技术越来越成熟,切割速度快,性价比高的切割机设备已经应用于公司,其中便携式火焰切割机也受到关注,关于火焰切割你知道多少?
1、数控火焰分割对于碳板,合金钢板,不锈钢板、铝、铜等金属,火焰不能分割。薄切割厚度在200MM以内,配合特殊切割口的小切割达到350MM,除此之外,火焰切割发热量的收敛性,对500mm进行材料切割变形的小问题。
2、数控车床火苗钢板切割速度间接冲击性切割全过程的可靠性和切割横截面质量,故意降低切割速度,提高生产率和应用速度,提高横截面质量是不可能的,可以降低横截面质量。
3、仔细观察炉渣从创口喷出的特性,可以改变适度的切割速度。在平稳的火焰切割切割全过程中,切割氧流非常平行面的火炬稍后的视角,其组合的偏移称为后拖量。速度那么高的情况下,今后有支撑量,产品工件上切断出口的火向切断方向偏移。
4、数控车床钢板切割功能切割各种形状的零件,数控车床切割机在供给阶段的运用,不仅集中体现了切割机械设备和分散供给的优点,大幅度提高了板材的使用率,切割质量和生产率也发生了明显的变化。
5、数控车床钢板切割在其切割应用领域相对数控车床低温等离子切割机相当小,但多馀的热轧钢切割材料,火焰切割具有较好的切割质量和较高的加工成本。
数控火焰切割对16MNR钢板切割厚度580mm加工成本
火焰钢板切割的适用范围很强,但切割时建议根据原材料的薄度选择合适的切割口型号规格,达到优良的切割效果。
万事具备才可以让下面的事儿越来越容易,钢板加工下料以前也应当搞好一些提前准备工作,可是有些人在开展过程中,针对实际的一些提前准备层面的事,做的并不是十分的适当,乃至没有很健全,因此才会危害到后面的结果。大家在开展下料的过程中,究竟要怎样来搞好相对的提前准备?
在开展钢板加工下料以前,大家要恰当的掌握本身需要的规格型号。不一样的地区,在全部下料的情况下,实际的要求会有一定的区别,可以恰当的去掌握清晰,而且了解自身的要求在哪儿,随后在这个基本上开展下料的工作,那么全部事情才会越来越成功,因此每一个人在开展工作以前,都应当恰当的了解。
除开要提早明确本身的规格型号以外,16MnR钢板加工下料也要准备好相对的专用工具。终究在全部下料的过程中,我们不可以根据手动式的方法来开展激光切割,需要有专用工具来应用,因而大家要搞好这种层面的准备工作,随后才可以更为成功的进行相对工作。
如果你要想开展钢板加工下料的情况下,提早掌握对标准层面的要求,一样在做的过程中也应当有相对的设备。在我们能够把这两个层面的事都做得很好,而且完成了全部下料的过程,那样来说才会出现大量的确保。假如可以真实的搞好了这种层面的事项,恰当的去充分准备,那么在做事情的过程中才会越来越有确保。


